


 中文简体
中文简体아쿠아 피드 펠렛 밀 앵커리어 링 다이
Cat:펠렛 밀 앵커리어 스테인레스 스틸 다이
링 다이는 펠렛 공장에서 물고기, 새우 및 기타 해양 생물을 포함한 다양한 수생 생물을 위한 사료 펠렛을 생산하는 데 사용됩니다. Aquafeed 링 다이는 펠릿화 공정에서 발생하는 지속적인 마모를 견딜 수 있도록 고탄소, 고크롬강(X46Cr13)과 같은 내구성 ...
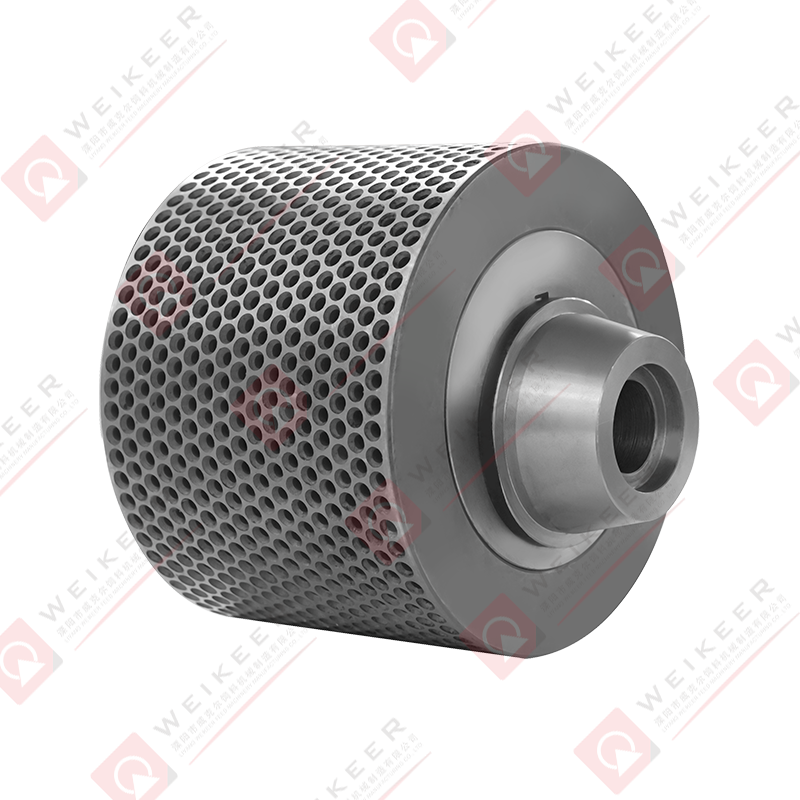
See Details에이 딤플 베어링 스틸 펠렛 롤러 펠릿화 및 연탄 시스템에 사용되는 중요한 구성 요소입니다. 기존의 매끄러운 롤러와 달리 재료 흐름을 제어하고 그립력을 향상시키며 미끄러짐을 줄이는 데 도움이 되는 움푹 들어간 곳이나 함몰된 표면 패턴이 특징입니다. 이러한 롤러는 일반적으로 우수한 경도, 내마모성 및 피로 강도를 제공하는 GCr15 또는 이와 동등한 고급 베어링 강철로 만들어집니다. 딤플 표면은 정밀 가공이나 단조를 거쳐 균일성과 내구성을 확보하기 위해 열처리, 표면 마감 처리를 거쳐 제작되는 경우가 많습니다. 그 결과, 고압, 고속, 연속 작동 조건에서도 안정적인 성능을 유지하는 롤러가 탄생했습니다.
딤플 롤러의 설계는 펠릿 생산에 여러 가지 이점을 제공합니다. 첫째, 딤플은 표면 마찰을 증가시켜 롤러가 원료를 보다 일관되게 잡고 공급하는 데 도움이 됩니다. 이는 매끄러운 롤러 위에서 미끄러질 수 있는 끈적이거나 미세한 분말에 특히 유용합니다. 둘째, 딤플은 롤러와 재료 사이의 접촉 면적을 줄여 재료가 쌓이고 막히는 경향을 낮춥니다. 셋째, 베어링 강철 코어는 롤러가 무거운 하중을 견디고 시간이 지나도 치수 안정성을 유지하도록 보장합니다. 전반적으로 표면 패턴과 재료 강도의 조합으로 인해 일반 롤러에 비해 처리량이 향상되고 가동 중지 시간이 감소하며 서비스 수명이 길어집니다.
딤플의 크기, 깊이 및 분포는 롤러의 성능에 결정적인 역할을 합니다. 예를 들어, 얕고 간격이 촘촘한 딤플은 흐름 특성이 좋은 재료에 적합합니다. 공격적인 재료 유지 없이 부드러운 그립감을 제공하기 때문입니다. 깊고 넓은 간격의 딤플은 더 강한 고정력을 제공하고 압축된 펠릿을 더 쉽게 방출하는 데 도움이 되므로 끈적이거나 촉촉한 재료에 더 좋습니다. 엔지니어는 수분 함량, 과립 크기, 원하는 펠렛 밀도와 같은 재료 특성 및 공정 매개변수를 기반으로 딤플 패턴을 맞춤화하는 경우가 많습니다. 적절한 딤플 설계는 롤러 소음과 진동을 줄여 생산 라인을 더욱 원활하게 만드는 데도 도움이 됩니다.
베어링 강은 경도, 인성 및 피로 저항의 균형을 제공하기 때문에 고성능 펠렛 롤러에 선호되는 재료입니다. 사용되는 일반적인 베어링 강 등급에는 GCr15, 52100 및 이에 상응하는 고탄소 크롬 합금이 포함됩니다. 이 강은 반복 하중 하에서 균열에 저항할 수 있는 충분한 인성을 유지하면서 열처리 후 높은 경도를 달성할 수 있는 능력 때문에 선택되었습니다.
열처리 공정에는 일반적으로 담금질 및 템퍼링이 포함됩니다. 성형 및 기계 가공 후 롤러를 고온으로 가열하여 미세 구조를 변형시킨 다음 빠르게 담금질하여 단단한 마르텐사이트 구조를 고정시킵니다. 취성을 줄이고 인성을 향상시키기 위해 템퍼링이 이어집니다. 유도 경화 또는 침탄과 같은 표면 경화 기술을 적용하여 특히 마찰이 가장 높은 움푹 들어간 표면에 내마모성을 향상시킬 수도 있습니다. 최종 경도는 일반적으로 응용 분야 및 재료 요구 사항에 따라 HRC58에서 HRC62 사이입니다.
딤플 베어링 강철 펠릿 롤러는 여러 산업 펠렛화 응용 분야에서 널리 사용됩니다. 그들은 일반적으로 다음에서 발견됩니다.
이러한 각 응용 분야에서 롤러의 역할은 원료를 조밀한 펠릿이나 연탄으로 압축하는 것입니다. 움푹 들어간 표면은 일관된 재료 포착을 보장하고 미끄러짐을 줄이는 반면, 베어링 강철 구조는 조기 마모 없이 지속적인 압력과 마찰을 견뎌냅니다.
올바른 딤플 베어링 강철 롤러를 선택하려면 재료 특성과 생산 공정을 모두 평가해야 합니다. 주요 선택 요소는 다음과 같습니다.
에이 practical approach is to consult with the roller supplier and provide details such as raw material sample, expected throughput, and operating conditions. Many manufacturers can recommend or custom-design the dimple pattern to match your specific process, ensuring stable performance and long service life.
롤러 수명을 최대화하고 예상치 못한 가동 중지 시간을 방지하려면 정기적인 유지 관리 관행을 구현하는 것이 중요합니다. 첫째, 롤러 표면을 깨끗하게 유지하고 재료 축적이 없도록 유지하십시오. 이로 인해 효과적인 딤플 패턴이 변경되고 효율성이 저하될 수 있습니다. 둘째, 베어링 윤활 상태를 모니터링하고 마모 또는 소음 징후가 나타나면 베어링을 교체하십시오. 셋째, 특히 고압 적용 분야에서 롤러 표면에 균열이나 과도한 마모가 있는지 검사하십시오.
롤러 표면 손상이 있는 경우 딤플을 다시 가공하거나 표면 코팅을 적용할 수 있습니다. 그러나 롤러의 경도나 치수 공차가 변경되지 않도록 주의 깊게 수행해야 합니다. 심한 경우에는 롤러를 교체하는 것이 반복적으로 수리하는 것보다 비용 효율적일 수 있습니다.
| 특징 | 보조개 롤러 | 부드러운 롤러 |
| 재료 그립 | 높음 | 중간 |
| 재료 미끄러짐 위험 | 낮음 | 높음er |
| 내마모성 | 높음 (with bearing steel) | 중간 |
| 최고의 사용 | 끈적거리거나 미세하거나 어려운 재료 | 자유롭게 흐르는 재료 |
딤플 베어링 강철 펠릿 롤러는 최고의 설계와 재료 엔지니어링을 결합하여 일반적인 펠릿화 문제를 해결합니다. 패턴화된 표면은 재료 그립력을 향상시키고 미끄러짐을 줄이며 막힘을 방지하는 데 도움이 되며 베어링 강철 코어는 높은 경도, 내마모성 및 피로 강도를 보장합니다. 점착성 분말, 높은 수분 함량 또는 고압 압축을 다루는 생산 라인의 경우 이러한 롤러는 출력 안정성을 크게 향상시키고 유지 관리 빈도를 줄일 수 있습니다. 올바른 딤플 패턴, 열처리 및 롤러 크기를 선택함으로써 제조업체는 더 높은 효율성과 더 긴 장비 수명을 달성할 수 있으므로 딤플 베어링 강철 롤러는 현대 펠렛화 시스템을 위한 비용 효율적인 선택이 됩니다.

링 다이는 펠렛 공장에서 물고기, 새우 및 기타 해양 생물을 포함한 다양한 수생 생물을 위한 사료 펠렛을 생산하는 데 사용됩니다. Aquafeed 링 다이는 펠릿화 공정에서 발생하는 지속적인 마모를 견딜 수 있도록 고탄소, 고크롬강(X46Cr13)과 같은 내구성 ...
See Details
링 다이는 펠릿 공장에서 분쇄 및 혼합 비료 성분을 균일한 과립으로 형성하는 데 사용됩니다. 펠렛화 공정에서 복합 비료의 펠렛 링 다이는 비료 재료를 고압 하에서 천공을 통해 강제하는 것입니다. 롤러의 압력과 결합된 다이의 회전은 재료를 다이 구멍을 통해 강제로 ...
See Details
합금강 롤러 주름진 개방형 끝단은 강도, 내구성 및 내마모성이 필수적인 특정 용도에 맞게 설계되었습니다. 일반적으로 크롬, 니켈, 몰리브덴과 같은 원소를 포함하여 강도와 인성을 향상시키는 고품질 합금강으로 제작됩니다. 주름진 구조로 표면적이 넓어 그립력과 견인력이...
See Details
합금강 롤러 골판 마감 끝단은 독특한 기능과 용도를 갖춘 특수 구성 요소입니다. 합금강은 높은 내구성을 보장하므로 이러한 롤러는 무거운 하중 하에서 마모 및 변형에 강합니다. 상당한 무게를 견딜 수 있도록 설계되어 고강도 작업에 이상적입니다.
See Details
합금강 롤러 딤플 롤러는 다양한 산업 분야에서 가치 있는 고유한 장점과 특정 응용 분야를 가지고 있습니다. 움푹 들어간 표면 디자인은 그립력과 견인력을 향상시켜 작동 중 미끄러짐을 줄여줍니다. 이는 특히 자재를 이동할 때 유용합니다. 딤플은 재료 유지력을 향상시켜...
See Details
폐쇄형 구조는 내구성을 향상시키고 재료를 더 효과적으로 봉쇄하여 유출 위험을 줄입니다. 견고한 설계로 마모가 최소화되고 빈번한 유지 관리 또는 교체의 필요성이 줄어듭니다. 포장하는 동안 제품의 운송 및 정렬을 용이하게 하기 위해 포장 시스템에 사용됩니다. 부하 시...
See Details
닫힌 주름과 딤플 디자인이 특징인 GCr15 롤러는 내마모성과 내구성으로 유명한 GCr15 베어링 강철로 제작된 고성능 구성 요소입니다. 이 롤러는 두 가지 효과적인 표면 패턴, 즉 향상된 구조적 무결성을 위한 닫힌 주름과 향상된 견인력을 위한 딤플 표면을 결합하...
See Details
대각선 홈 디자인의 GCr15 롤러는 탁월한 강도와 내구성으로 잘 알려진 GCr15 베어링 강철로 제작된 고도로 설계된 부품입니다. 롤러 표면의 대각선 홈은 견인력과 그립력을 향상시켜 자재의 안전한 이동이 중요한 자재 취급 분야에 특히 효과적입니다. 이 디자인은 ...
See Details
곡선형 주름 디자인의 GCr15 롤러는 뛰어난 강도와 내마모성으로 유명한 고품질 GCr15 베어링 강철로 제작된 특수 구성품입니다. 롤러 표면의 곡선형 주름은 그립력과 견인력을 향상시켜 다양한 자재 취급 응용 분야에 이상적입니다. 곡선형 주름으로 그립력이 향상되어...
See Details
끝이 주름진 스프링 강철 롤러는 효율적인 자재 취급을 위해 특별히 설계된 견고한 구성품입니다. 고품질 스프링 강철로 제작된 이 롤러는 구조적 완전성과 내구성을 향상시키는 폐쇄형 설계가 특징이므로 다양한 산업 응용 분야에 적합합니다.
See Details
Add: 중국 장쑤성 리양시 다이부진 신베이 산업단지 중달리로 12호.

Phone: +86-13901498718

Tel: 0519-87306996

Email: alicezy@wkejx.com
